本帖最后由 乄Cappuccino 于 2012-11-24 18:12 編輯
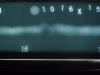
有3支42CrMo圓鋼,直徑370,因其中一件粗加工時(shí),表面出現(xiàn)軸向裂紋,于是加工方追加UT檢測,大平底法,探頭選用2.5P20-D,40dB左右底波達(dá)到50%,然后公式計(jì)算增益28dB(大約是φ5當(dāng)量),出現(xiàn)心部如下波形,或高或低,整根都有這種波形。(3支都一樣),加工方認(rèn)為內(nèi)部有裂紋或白點(diǎn),但供貨方請來的老師傅說內(nèi)部是夾雜物,當(dāng)量不超過φ5,是合格的。請教是加工方正確還是供貨方正確?符合驗(yàn)收標(biāo)準(zhǔn)嗎?
最終產(chǎn)品方驗(yàn)收標(biāo)準(zhǔn): a) 不允許有裂紋和白點(diǎn); b) 單個(gè)和密集性缺陷應(yīng)符合表8的規(guī)定; c) 允許存在的單個(gè)缺陷最大長度200 mm; d) 單個(gè)缺陷的間距應(yīng)大于100mm,如果小于100mm,則兩個(gè)缺陷長度與間距之和應(yīng)小于400mm; e) 在同一截面內(nèi),單個(gè)缺陷不應(yīng)超過3個(gè)。 表8 | 滾筒軸直徑 D/mm | 允許存在單個(gè)缺陷最大當(dāng)量直徑/mm | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | 注1:對于階梯軸,表中D表示滾筒軸最大外徑; 注2:A區(qū)表示半徑大于0.25D圓至滾筒軸外圓中的環(huán)形區(qū)域,B區(qū)表示半徑不大于0.25D圓滾筒軸中部圓形區(qū)域。 |
| 


 [復(fù)制鏈接]
[復(fù)制鏈接]






 收藏
收藏 頂
頂 踩
踩 提升卡
提升卡 置頂卡
置頂卡 沉默卡
沉默卡 喧囂卡
喧囂卡 變色卡
變色卡 千斤頂
千斤頂 顯身卡
顯身卡